|
|
|
| Desenvolvimento de Selos Mecânicos de
Alta Precisão em Metal Duro |
|
O objetivo deste projeto é desenvolver o processo de fabricação de selos mecânicos de alta precisão, através de metalurgia do pó, utilizando-se de metal duro como matéria-prima, visando assim a produção destes componentes com eficiência, qualidade e segurança.
Metal Duro Características: - Material de ferramenta mais utilizado na indústria; |
|
|
|
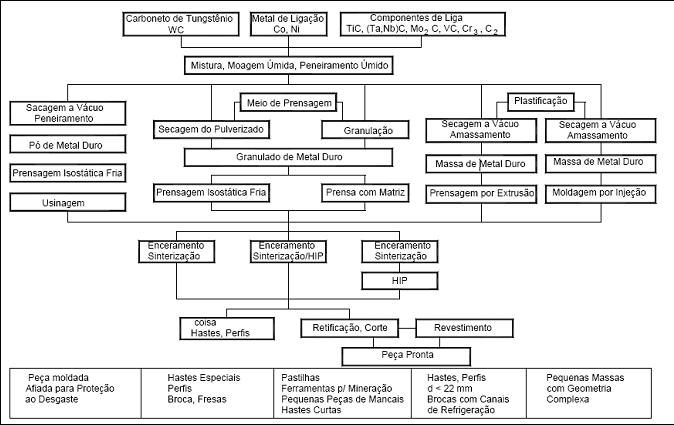
Fabricação do Pó Os principais passos na preparação do pó de metal duro pronto para prensagem são: |
|
Figura 2: Pós de metal. |
Os diferentes tipos de matéria-prima são entregues a fabrica. Dependendo da classe, são usados diferentes misturas e compostos. As principais matérias-primas normalmente são: - Carboneto de Tungstênio (WC); Os métodos para manufaturar as ferramentas de prensagem são um complicado processo integrado aos sistemas CAD, onde os selos são desenhados para ferramentas de prensagem. Essas ferramentas consistem de uma matriz para prensagem, uma punção superior à outra inferior e um pino central para selos com furo central. |
|
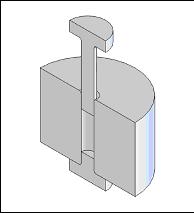
Figura 3: Seção da maatriz de compactação.
Os passos principais no processo de sinterização: - Os selos prensados são colocados em pratos de grafite; Os selos são colocados em pratos de grafite. Dependendo da classe e do tamanho dos selos, os pratos são preparados para o seu respectivo processo de sinterização. A sinterização é um processo no qual fecham-se os poros, ocorrendo a cementação entre o aglomerante e os carbonetos (partículas duras), aumentando também a resistência.
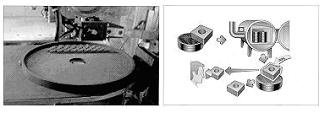
Figura 4: Compactação (a), Sinterização (b). É feito um controle ocular dos selos após o processo de sinterização. É feita também a medição de certos parâmetros antes dos selos deixarem a sinterização. Resultados Este projeto deverá apresentar um método eficiente para a fabricação de selos mecânicos de metal duro, com alta precisão dimensional, possibilitando a repetibilidade do processo na indústria interveniente.
|